几何自适应解决方案
千机智能在航空零部件加工工艺研发方面有丰富的经验积累,尤其在风扇叶盘、整流器、叶轮、对开机匣和结构件等零部件上有成熟高效的工艺方案,包括工艺规程编制,夹具设计,刀具方案设计,程序编制,模拟仿真,现场加工,首件检验及交付,形成一套完整的零件工艺开发及加工方案。在数控程序编制方面,我们完全使用自主开发的QJCAM数控编程软件,可完成车削和铣削的编程,仿真及操作指导书的生成。

工艺规程编制

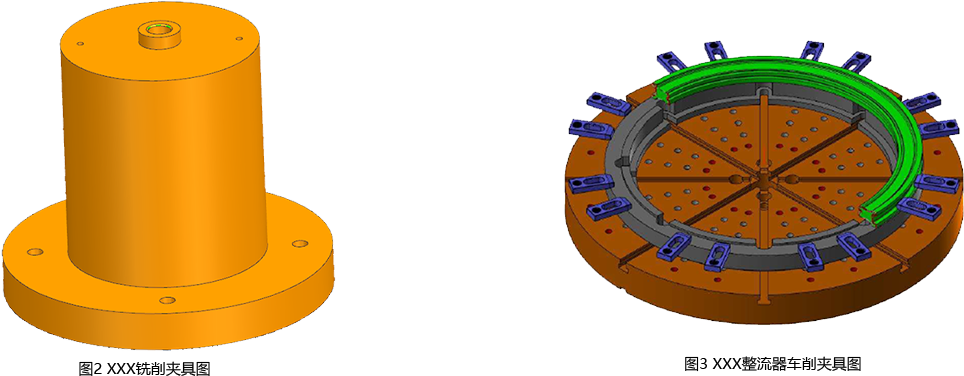
夹具设计

刀具方案设计

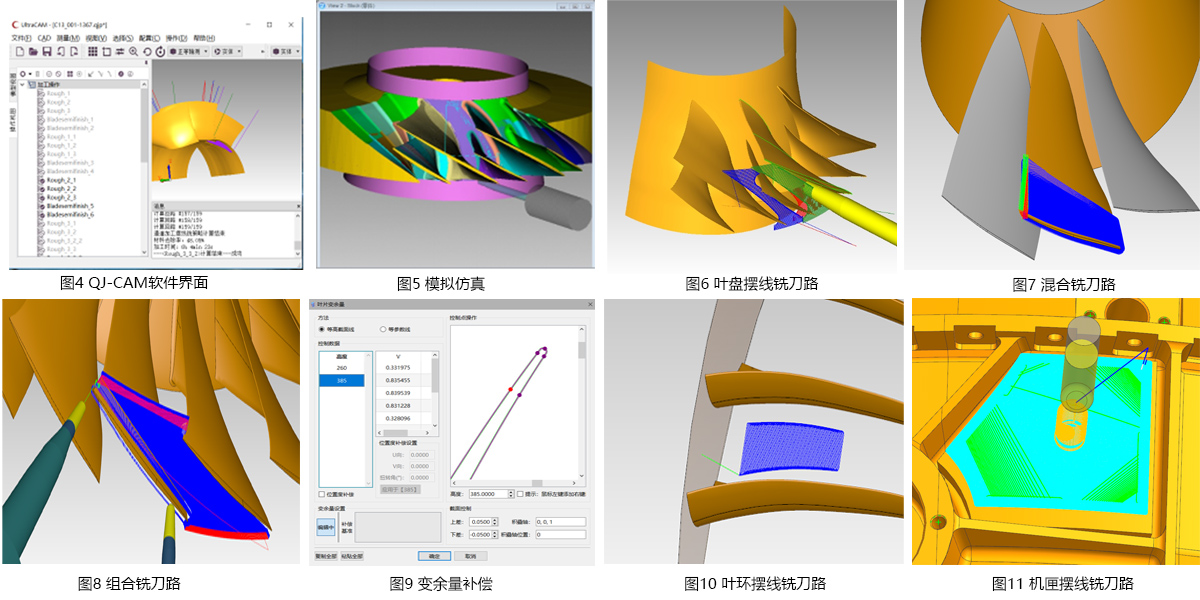
程序编制

模拟仿真

生产

检验
公司特别设立了工艺技术团队,该团队由一群在工艺设计与开发领域深耕多年的精英组成,其中超过80%的成员都曾在大型主机厂或知名科研院所中积累了丰富的实践经验。工艺规程的编制,不仅仅是一项技术任务,更是我们将产品设计理念转化为实际生产力的关键环节。在这个过程中,我们力求将每一个设计细节都精准无误地转化为工艺实施程序,确保每一个生产环节都能严格遵循既定的技术要求,从而达到提升产品制造精度与质量的目的。
主管工艺人员根据零件特点设计和选择相应的刀具,比如铣叶型工序加工工步:铣叶尖、粗铣叶型、精铣叶型、粗铣圆角、精铣流道、精铣圆角,粗铣采用锥度球头铣刀进行摆线铣削,效率高,精铣使用较大直径台阶球头铣刀,尽量增加刀具刚性 ,刀具见表4。
表4 XXX刀具列表
序号 | 名称 | 规格 |
1 | 锥度球头刀 | D6*R3*3度*25*D10*100L(粗) |
2 | 锥度球头刀 | D8*R4*3度*25*D12*100L(粗) |
3 | 阶梯球头刀 | D7*R3.5*10*65*D10*100L(精) |
4 | 锥度球头刀 | D4*R2*3度*8*D6*100L(精) |
叶型编程软件使用QJ CAM软件进行编程,使用VERICUT软件进行加工仿真。针对风扇叶盘,我们采用摆线铣的方式进行开槽,效率和刀具的使用寿命都大大提高,精铣叶型可使用混合铣或者组合铣的加工策略进行加工,组合铣加工方式比较多样,可采用摆线铣+叶片精铣的方式,也可以采用层铣开粗+叶片精铣的方式。首件要进行叶型轮廓度调试,采用用软件的变余量的功能,可以对叶型每个截面或者每个点进行单独补偿,极大的缩短了叶型调试周期。针对整流器,特别是大规格整流器,我们采用层铣开粗加摆线铣开槽的方式进行开粗,使用回字形铣削或者插线的方式进行精铣叶型。针对机匣零件,外型同样采用摆线铣进行开粗,效率和刀具寿命都有极大的提高。
公司现有多台进口五轴加工中心及多台大型车床设备,具有强大车削和五轴铣削能力。生产部设置生产主管1人,具有20年大型国企及500强外企工作经验,具备丰富的机加经验和管理技能;拥有加工中心操作工30名、车工15名、钳工8名,员工多来自苏州霍尼韦尔、GE、塞峰等500强外企,技能水平满足生产需求。
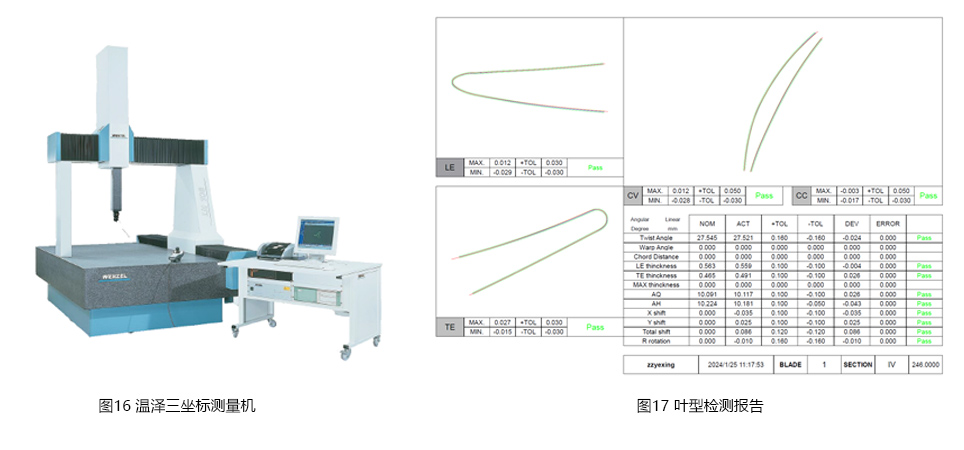
公司设立质量管理部负责产品质量保证工作,设置质量部长2名,具有大型国企质量管理经验,拥有质量工程师4名、检验员14名。质量团队能够严格按照GJB9001C-2017质量管理体系的要求,扎实、有效的开展质量检验工作,保持质量管理体系的有效运行。公司拥有四台三坐标,包括两台温泽,两台海克斯康,其中三台具备检测叶型的能力。